全自動化高頻淬火機床的特殊工作狀況對淬火變形的影響。
冷軋后的肉齒圈M值偏于上公差時,在相同的全自動高頻淬火加工條件下,淬火后的M值收縮量較小。舉例來說,根據(jù)工藝要求,300型內齒圈插齒后M值應該在207.50mm左右,加工后M值為207.47mm,淬火后為207.23mm,插齒后收縮量為0.24mm;加工后M值為207.80mm,淬火后收縮量為0.05mm。

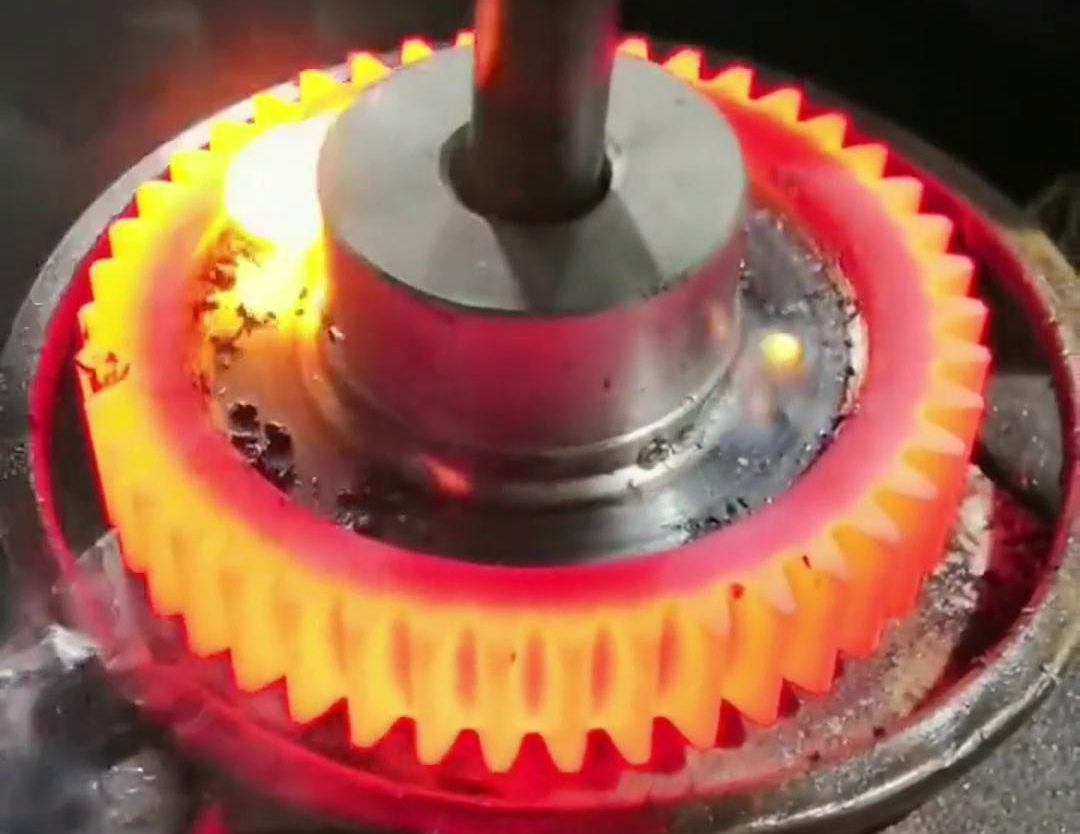
在內齒圈內定位全自動高頻淬火機床感應器,也會直接引起M值的收縮變化。

全自動化高頻淬火機床中齒圈中間位置的感應器,其M值的變化規(guī)律與上述因素有關。當內齒圈在加熱過程中的位置移動到感應器的輕微偏上或偏下位置時,其M值的變化如下:感應器的位置輕微偏上時,其M值的上縮下脹;感應器的位置輕微偏下時,其M值的上縮下脹。上述兩種情況都會直接導致零件報廢。
|聯(lián)系海拓
第一時間了解我們的新產品發(fā)布和最新的資訊文章。 廣東海拓智能科技有限公司,是國內較早研制中高頻感應加熱設備的生產廠家,集聚多位專業(yè)從事感應加熱設備工程師專家、集研發(fā)、設計、生產制造、銷售、服務于一體民營企業(yè)。已經通過 CE認證,ISO9001體系認... 您有什么問題或要求嗎?
點擊下面,我們很樂意提供幫助。 聯(lián)系海拓